


机床导轨平面淬火专用设备 产品简介
郑州国韵电子技术有限公司研发生产的机床导轨淬火设备有好几款型号: WH-VIII-50 、WH-VIII-80 、WH-VIII-120 、WH-VIII-160、JZ-200/4、 JZ-300/4、 JZ-500/4 等,不同的型号淬层的深度不同,不同型号的机床导轨淬火设备的工作效率也不同,用户可以根据自己的需要来选择适合自己的机床导轨淬火设备,具体型号的参数我就不在这里一一列出了,有需要的可以到我们的官方网站上去查找,或者直接拨打我们的热线咨询电话进行了解也可以!

机床导轨平面淬火专用设备 工作原理
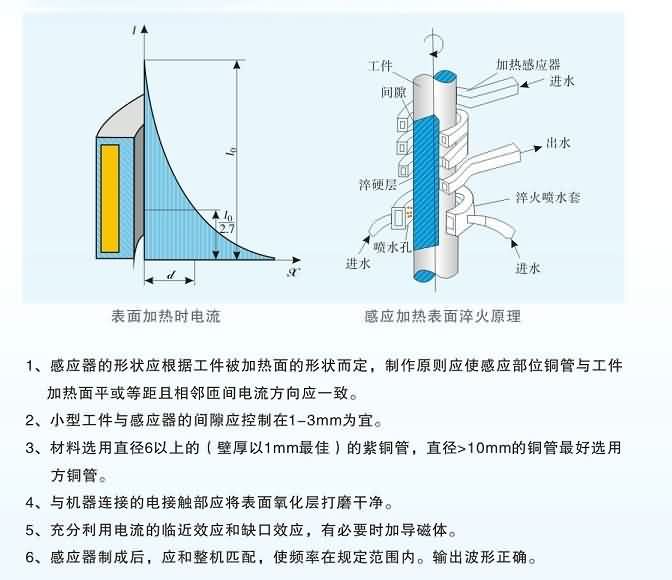
感应加热表面淬火是利用电磁感应的原理,使工件表层产生涡流而被迅速加热,进行淬火的方法。
感应加热的原理是把钢制工件放在用紫铜管制成的感应器内通入交变电流,产生交变磁场。由于电磁感应,在工件内将产生和感应器内的电流频率相同,方向相反的感应电流--涡流。由于肌肤效应,涡流在工件截面上的分布是不均匀的,表面的电流密度越大,中心的电流密度越小。交变电流的频率越高,趋肤效应越显著,感应加热的深度越浅,由于工件本身有电阻,根据焦耳--楞次定律,集中于工件表层的涡流产生的电阻热,使工件表层迅速被加热到淬火温度,而心部温度基本不变。在随即进行喷水(合金钢浸油)冷却后,工件表层被淬硬,实现了感应加热表面淬火.
机床导轨平面淬火专用设备 产品特点
主要设计特点为:电源柜、变压器柜、连同感应器、水冷系统组成一统一设计的成套系统进行纵向运动。减少电源线和水管的拖拽,车间布置整洁。纵向行程只需工件运动方式的一半,减少所占空间。
主运动为纵向运动:由调速电机拖动,传动结构由齿条、齿轮组成。导轨由24Kg铁路钢轨经加工而成。为适应不同床身的高度,本设计有升高下降功能,由调速电机拖动丝杠和螺母执行。速度分快、慢速两档主要用来使感应器在高度方向上调整和床身之间的间隙。
为适应不同床身的宽度,并且使感应器在宽度方向对正工件,本设备有横向运动功能。设有二档调速。由调速电机拖动丝杠和螺母执行。电机分快、慢两档调速,便于工件对正。
1、 设备频率可根据用户所加工工件要求,一般为25-35KHz,适宜淬硬层为2-4mm,淬硬层适中。硬度符合要求,变形量小。
2、 材料为HT200-HT300时,硬度为HRC45-53。
3、 速度比中频快1/3。
4、 感应器做工精细,根据用户导轨面结构,设计制作感应器,若导轨面过宽,感应器做成单边淬,若导轨面窄,可双边一次淬。
5、 感应器与导轨面之间的间隙控制采用导轨定位,避免感应器与床面之间接触打火,间隙始终保持一致、温度均匀、硬度一致。
6、 采用IGBT,国际先进器件,不要老式可控硅,效率比老式可控硅中频提高30%-40%,节电30%-40%。
7、 本设备为串联谐振电路拓扑,感应器为隔离悬浮电压,安全;而可控硅中频为并联谐振,感应器为直接电压500V,如绝缘破损受潮,则有不安全之虑。
8、 本设备采用国际最先进的PWM控制,占功比调功,进网侧不用电抗器,不用前级调功可控硅。对电网和其他设备影响甚微;而可控硅中频,用电抗器平波,前级可控硅调功,谐波严重, 对电网和同网设备有较严重谐波干扰。
9、 本设备设有全面的闭环保护,保护速度为纳秒级:(1/1000000秒级)保证本设备主电路正常工作,主器件不损坏。可控硅式中频则常常烧坏昂贵的快速熔断器及可控硅。
10、 本设备设有全面的保护回路。如水温、水压、电压、电流等,确保设备正常工作。
11、 本设备加热速度快,生产是效率高,易于机械化与自动化,可方便与下道工序设备街接,实现同步、同节拍生产。
12、 本设备符合国际通行3S标准(SURE可靠、SAFE安全、SAVING节约),及3C标准(C00L低温、CLEAN清洁、CLAM安静)
13、 本设备无可控硅中频的啸叫噪音。
机床导轨平面淬火专用设备 应用范围
该设备主要应用在机械行业的诸如钎焊、热处理、锻造加热等多个领域。一般根据用户的工件大小及生产的节拍的要求等进行具体选用。
一、焊类
1、金刚石刀头的焊接,硬质合金锯片的焊接及金刚石刀具、磨具、钻具的焊接。
2、机械加工用硬质合金刀具的焊接。如车刀、刨刀、铣刀、铰刀等刃具的焊接。
3、矿山工具的焊接,如“一”字钎头、柱齿钎头、燕尾型煤钻头、铆杆钻头、各种采煤机截齿、各种掘进机截齿的焊接。
4、种木工刀具的焊接,如各种木工刨刀、铣刀和各种木工钻头的焊接。
二、锻造、轧制类
1、各种麻花钻的热轧。
2、标准件、紧固件的热镦,如高强度螺栓、螺帽等。
3、钎钢、钎具的回火、锻造、挤压等的加热。
三、热处理类
1、各种五金工具、手工工具的热处理。如钳子、扳手、旋具、锤子、斧头等。
2、各种汽车配件、摩托车配件的高频淬火处理。如:曲轴、连杆、活塞销、曲柄销、链轮、凸轮轴、气门、各种摇臂、摇臂轴;变速箱内各种齿轮、花键轴、传支半轴、各种小轴、各种拨叉等高频淬火的处理。
3、各种电动工具上的齿轮、轴等的高频淬火处理。
4、各种液压元件、气动元件的高频淬火的热处理。如柱塞泵的柱。
5、塞、转子泵的转子;各种阀门上的换向轴、齿轮泵的齿轮等的淬火处理。
6、金属零件的热处理。如各种齿轮、链轮、各种轴、花键轴、销等的高频淬火处理。
7、机床行业的机床床面导轨的淬火处理。
机床导轨平面淬火专用设备 技术参数
|
纵向有效行程
|
7.5m<导轨长度9m>
|
|
纵向调节线速度
|
120㎜/分---900㎜/分
|
|
横向有效行程
|
650㎜
|
|
横向行进速度
|
最高600㎜/分,最低100㎜/分
|
|
升降高度行程
|
800㎜
|
|
感应器最低高度-最高高度
|
200㎜---1000㎜
|
|
升降线速度
|
(快速)500㎜/分 (微调)20㎜/分
|




